So, I have a situation where we are putting load on a plate from above, and the plate has a step in it, which was made by milling a bigger block of steel (i.e. there are no layers and everything is homogeneous). Conventional engineering knowledge tells us that if we increase the fillet radii, we will get a better fatigue performance for this abrupt change in EI within this plate, which is great. But a bigger fillet will also mean the item that this plate is supporting (which in this case fits into the milled area) becomes a limiting factor with how sharp their corners are. I would like to know - is there a fillet design that I can use in this situation that will allow me to improve fatigue performance without necessarily compromising the way my object fits into this milled area? I have proposed some different versions in the sketch attached, and I would like someone well versed in this area to help me understand which one is best, and for what reasons. Thanks!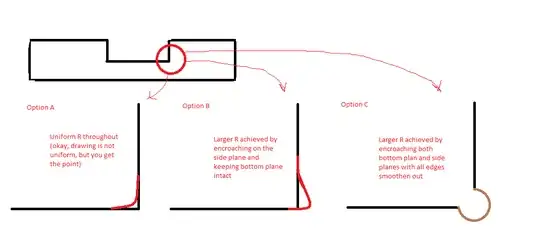 ]1
]1
{kind=link}
- 298
- 2
- 7
1 Answers
I have seen 'lollipop cutters' used for this purpose, just a single pass into the side (closest to option B). The thickness of the shank means it's not a perfectly square bottomed slot, but was sufficient in the instance in question.
The image below shows the cutter type:
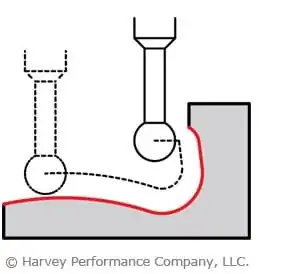
And the profile in question:

The method of adding an undercut radius will certainly improve the fatigue life of the part by drastically reducing the stress concentration factor at that corner.
The only situation in which I can imagine this having a detrimental effect is where the wall section is sufficiently thin that the removal of extra material makes it too thin for the forces involved (as illustrated below), but from the sketch in your original question, I doubt very much that this will be the case.

It's worth noting that this does leave a very small remaining interference from the 'perfectly square corner', but in my application the mating part was not so perfectly sized to cause a problem here. Also, it was fully enclosed on all sides (such that these illustrations are a section view). Lollipop cutters do not plunge well (if at all), so cutting downwards as shown on the right is only possible if you can enter the workpiece from the side (rather than above, in my case), or perhaps if a pilot slot is milled downwards first with a small endmill first.

- 7,811
- 1
- 16
- 30